24小时咨询热线: 18015025788

联系人:茅经理
手机:18015025788
座机:0519-88101908
传真:0519-88166619
邮箱:2468992281@qq.com
地址:常州市新北区百丈镇创业东路3号
网址:www.czybsl.com
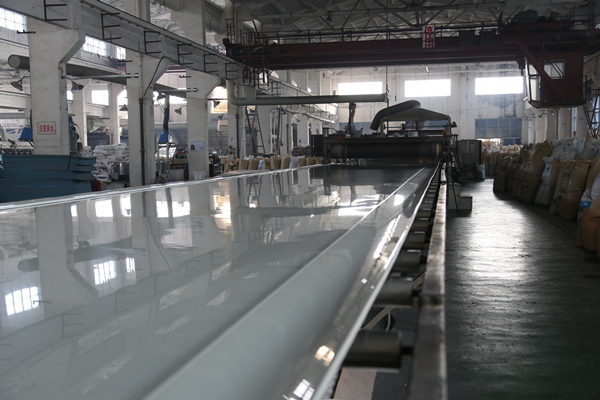
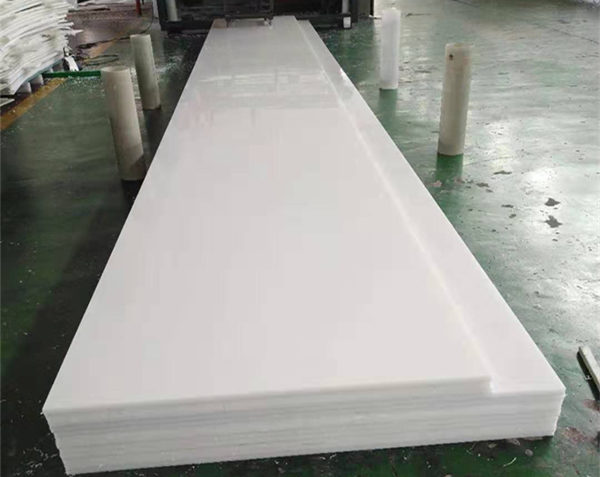
常州市裕博塑料制品制造有限公司系从事塑料制品生产、销售的新型材料企业.公司拥有多条厚板塑料挤出成型及塑料管材设备,专业生产pp板、pe板、hdpe板、ldpe板、pph板、frpp板及pp管、pph管、frpp管、mpp管、pe管等多种产品。 目前已同全国多个省、市、自治区的厂商建立了长期业务关系,企业的规模不断的扩大,经济实力不断增强。 自2006建厂以来,从单一的产品结构调整为生产塑料板材、管材;本厂在常州市新北区百丈镇创业东路3号,占地面积约21000平方米厂房及办公楼, 本公司本着以质量为前提,以诚信为经营理念,一丝不苟精益求精的服务一贯宗旨,与广大新老客户携手共进。



在具体的衔接方法上也能够看出,端缘焊接法就是在边缘的方位上进行焊接,相对来说比较简单,可是也需求一些技术水平比较高的人能够焊接的好一些。pp板原料接收其实就是运用不同原料的管材进行衔接,可是也需求让两种原料,能够很好的融合和焊接,才能够起到好的效果。不同类型的.........
pe板具有很好的电性能,特别是绝缘介电强度高,使其很适用于电线电缆。中到高分子量等级具有好的抗冲击性,在常温甚至在低温度下均如此,良好的防渗透性和的熔点,但一般具有很差抗环境应力开裂,pe板抗由机械或化学应力所引起的开裂性的能力。高的密度一般改进了机械强度性,.........
pp板氧化是按照这种机制进行的光能和热能,能产生早期自由基,还能加速氢过氧化物的分解。pp板化学稳定性好,对大多数酸、碱、盐、氧化剂都显惰性,而且可以而可以根据客户的要求来进行定制颜色。当然我们选购颜色时,应该确定它的性能是否达标,如果耐性、耐热耐腐蚀性、抗冲.........
使用的时候用毛刷或刮板将塑料胶水均匀的涂刷在理后的待粘pe板上,施胶应厚薄均匀、到位,不留粘结盲点。必要时双面涂胶。施胶后应晾置5~8分钟,再贴合,加压使两面紧密贴合!机械强度、刚度、硬度高。滑动性能和耐磨强度好,电气绝缘性好,非常好的耐蠕变性能、低而稳定的.........
如何提升PP板的机械性能为了能够让PP板的机械性能更好,阻燃pp板那么此刻能够参加纤维增强资料,或者是运用聚乙烯来进行增强。我们在制作冲压件,或者是冲压垫片时,要求其机械性能能够更好。也会更显着。各种不同分类的聚丙烯板都具有共同的特定,所以无论何时都可以作为.........
对滑石粉做改性处理,加入钛酸酯类偶联剂、相容剂,pe板如对应树脂的PP或者PE的酸杆接枝物,可以大大提高填充量和保证,HDPE与填料的更好的混容性。同时合适的润滑剂与加工助剂也是非常重要的。PE板的施工工艺非常的简单,而PE板的原料的流动性差,这让它在制作的.........
pe耐磨板开孔也非常常见,一般安装都需要对其进行开孔,pe板开孔同样需要等离子切割,但是对于等离子切割无法完成的小孔要用到点火花机床。碳弧切割加工也可以满足开孔的需求,pe板材在生产制造时需要注意原料的选择和施工工艺。pe板材的制造原料属于惰性分子原料,原料.........